
如果你在焊接铜而光束质量不对,其他一切都毫无意义。
在看了二十年的工程师为关键应用选型光纤激光器之后,我能告诉你:单模vs多模的决策是激光焊接中最容易被误解的变量之一——对于铜来说,它可能是最具影响力的。
什么是光束质量?
图片来源于网络
光束质量由M²表征——描述激光光束接近完美高斯光束的程度。
· M² = 1.0 是完美的理论光束
· M² < 1.3 = 单模(衍射极限)
· M² = 2–5 = 多模
M²越低,光束可聚焦得越紧,向工件传递的
功率密度(W/cm²)越高。
对于铜焊接,功率密度不是奢侈需求——而是必备条件。铜在室温下反射高达95%的1070nm光。
你需要足够的功率密度来突破反射率,并将能量真正耦合到材料中。
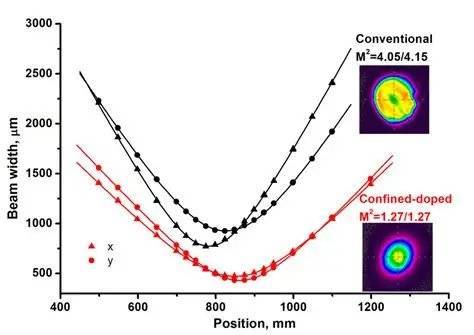
14μm单模:高亮度优势
14μm单模光纤提供 M² 约<1.3
实际表现
· 可聚焦光斑:工作台上约 20–30μm
· 功率密度:3kW时约 200 MW/cm²
(理论值)
· 小孔形成:铜中深、稳定穿透
数学验证:3,000W 输入14μm芯,功率密度远超在铜中稳定小孔所需的阈值。
这就是为什么全球领先的铜焊接光纤激光器——包括IPG的YLPS系列和GW光惠的YLPS-3000——都围绕14μm单模输出构建。

多模:当功率优于精度时
多模光纤(通常50–100μm芯)提供更高绝对功率但光束质量较低:
· 可聚焦光斑:100–300μm,取决于M²
· 功率密度:适中——更适合体积加热而非精确小孔形成
· 穿透:深但焊池更宽

权衡对比表

另一个变量:功率密度阈值
大多数规格表没有告诉你的是:
对于铜的稳定小孔焊接,需要超过约100 MW/cm²的功率密度。
数据核算:
14μm单模 @ 1,500W → ~100 MW/cm² → 刚好达到阈值 ✅
100μm多模 @ 6,000W → ~50 MW/cm² → 低于阈值 ❌
这就是为什么3kW 14μm单模激光器在高功率多模激光器的薄铜上通常"表现更好"——功率密度才是关键,不是原始功率。
应用推荐

- 扫码关注

服务号

订阅号
 0
0