
扁线电机焊接
每台EV电机都包含数百个铜焊接点——这些焊接点决定电机能否运行30万公里,还是在第一年就失效。
Hairpin焊接,是当前生产中最具技术挑战性的激光焊接应用之一。
图源网络
为什么扁线电机成为EV动力主流
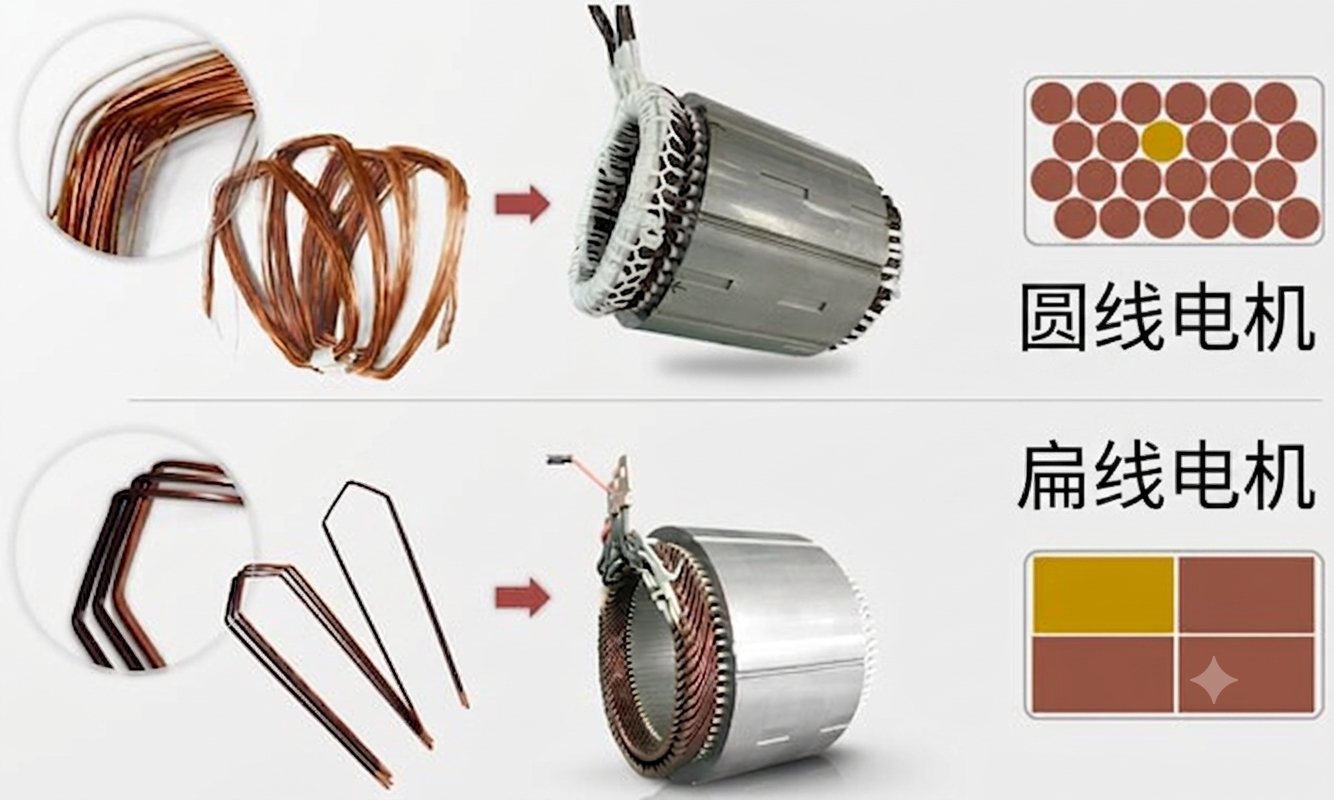
传统EV电机使用圆铜线绕组——铜线绕成线圈并插入定子。圆线有根本限制:它以低效方式填充定子槽。圆线在矩形槽中留下气隙,气隙意味着浪费空间、浪费热容量、浪费功率密度。
Hairpin(扁线)电机用矩形铜导体取代圆铜线——精密弯曲成U形,插入定子槽,在暴露的端部焊接形成绕组电路,实现效果如下:
槽填充率:高达~70%(vs圆线~35–45%)
功率密度:每单位重量扭矩提高达20%
热性能:更好的导体对槽接触→更低热阻→相同功率输出下电机更小
图源网络
焊接问题
实际焊接对象为:两根矩形铜导体,3–4mm宽,1–2mm厚,站在定子中。它们的暴露尖端——通常3–6mm裸铜——必须熔合为一个具有一致几何形状、完全穿透、无杂质周围电机的接头。
四个约束条件:
铜材——与电池焊接相同的物理:反射率~95%,小孔不稳定,飞溅风险
搪瓷——激光必须熔化裸露铜而不能烧回相邻导体上的搪瓷涂层(通常仅0.5–1mm外)
3D几何——不是平板问题,是立面焊接
产量——高产线每班数千台电机——每条焊缝循环时间<0.5秒
为什么是激光——而不是替代方案
TIG焊接:太慢、热输入太多、无法在hairpin密度下自动化
电阻焊接:在这种几何形状下不一致,电极磨损是高产量的维护负担
激光焊接:速度、热量控制、自动化
光束质量:Hairpin焊接与电池焊接的分歧
空间精度是主要约束
焦点光斑必须落在3–4mm宽的铜面上,均匀熔化两根导体,且不能偏离到相邻导体对上。14μm芯、M²≤1.1的单模光束提供生产光纤激光器中最紧密、最稳定的光斑。
这就是为什么多模激光器不用于hairpin焊接,不是功率问题。6kW多模激光器有足够的功率,但其BPP差6–10倍,焦点光斑相应更大。在hairpin密度下,光束漂移到相邻导体会导致短路、绝缘损坏或熔合不良。

FRM在hairpin焊接中增加价值
在更高功率等级和更紧密循环时间下,单模激光器本身可能因小孔不稳定而重新引入飞溅。
这时运行GW光惠FRM高芯/低环配置(如 80% 芯 / 20% 环)就有意义:芯光束保持精密光斑和小孔深度;低功率环光束稳定小孔开口而不扩大有效焊接区域。
不论是工艺选型、试样测试还是产线适配升级,GW光惠激光均可提供专业、成熟的激光焊接解决方案。
如需了解更多扁线电机激光焊接技术与工艺优势,欢迎随时联系我们沟通咨询、携手合作!
- 扫码关注

服务号

订阅号
 0
0