If your beam quality is not ideal for copper welding, nothing else matters.
With two decades of experience assisting engineers in selecting fiber lasers for critical applications, I can confirm that choosing between single-mode and multi-mode lasers is one of the most misunderstood factors in laser welding — and it is also the most decisive one for copper welding.
What is Beam Quality?
Pictures are sourced from the Internet.
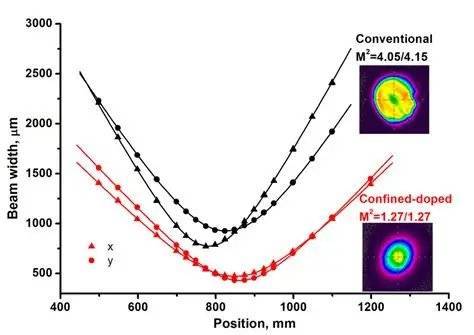
Beam quality is defined by the M² factor, which indicates how close a laser beam is to an ideal Gaussian beam.
M² = 1.0: Perfect theoretical laser beam
M² < 1.3: Single-mode (diffraction-limited beam)
M² = 2–5: Multi-mode beam
The lower the M² value, the finer the beam can be focused, and the higher the power density (W/cm²) delivered to workpieces.
Sufficient power density is indispensable for copper welding. Copper reflects up to 95% of 1070nm laser light at room temperature. High power density is required to overcome high reflectivity and effectively inject energy into copper materials.
14μm Single-Mode: High Brightness Advantages
14μm single-mode fiber delivers M² value below 1.3.
Practical Performance:
Focusable spot size: 20–30μm on workbench
Power density: Approximately 200 MW/cm² at 3kW (theoretical value)
Keyhole welding: Achieves deep and stable penetration on copper
Calculation proves that 3000W laser output via 14μm core fiber provides power density far exceeding the threshold required for stable keyhole welding on copper.
Hence, mainstream high-performance fiber lasers for copper welding, including IPG YLPS series and GW Laser YLPS-3000, adopt 14μm single-mode output design.

Multi-Mode Lasers: Prioritize Power Over Precision
Multi-mode fiber lasers (50–100μm core diameter) feature higher overall power yet inferior beam quality:
Focusable spot size: 100–300μm (varies by M²)
Moderate power density: Ideal for bulk heating rather than precise keyhole forming
Deep penetration with wider welding seams
Performance Comparison


Core Standard: Power Density Threshold
Most product datasheets omit a key criterion: stable keyhole welding on copper demands power density above 100 MW/cm².
14μm single-mode @1500W ≈ 100 MW/cm² → Meet welding requirements
100μm multi-mode @6000W ≈ 50 MW/cm² → Below standard
This explains why 3kW 14μm single-mode lasers outperform high-power multi-mode lasers in thin copper welding. Power density, not raw output power, dominates welding results.
Application Matching Suggestions

- Follow us

 0
0