Why Hairpin motors have become the mainstream of EV power
Traditional EV motor usage Round copper wire Winding - Copper wire is wound into a coil and inserted into the stator. Circular lines have Fundamental limitations It fills in an inefficient way Stator slot The circular line leaves an air gap in the rectangular groove, which means wasting space, wasting heat capacity, and wasting power density.
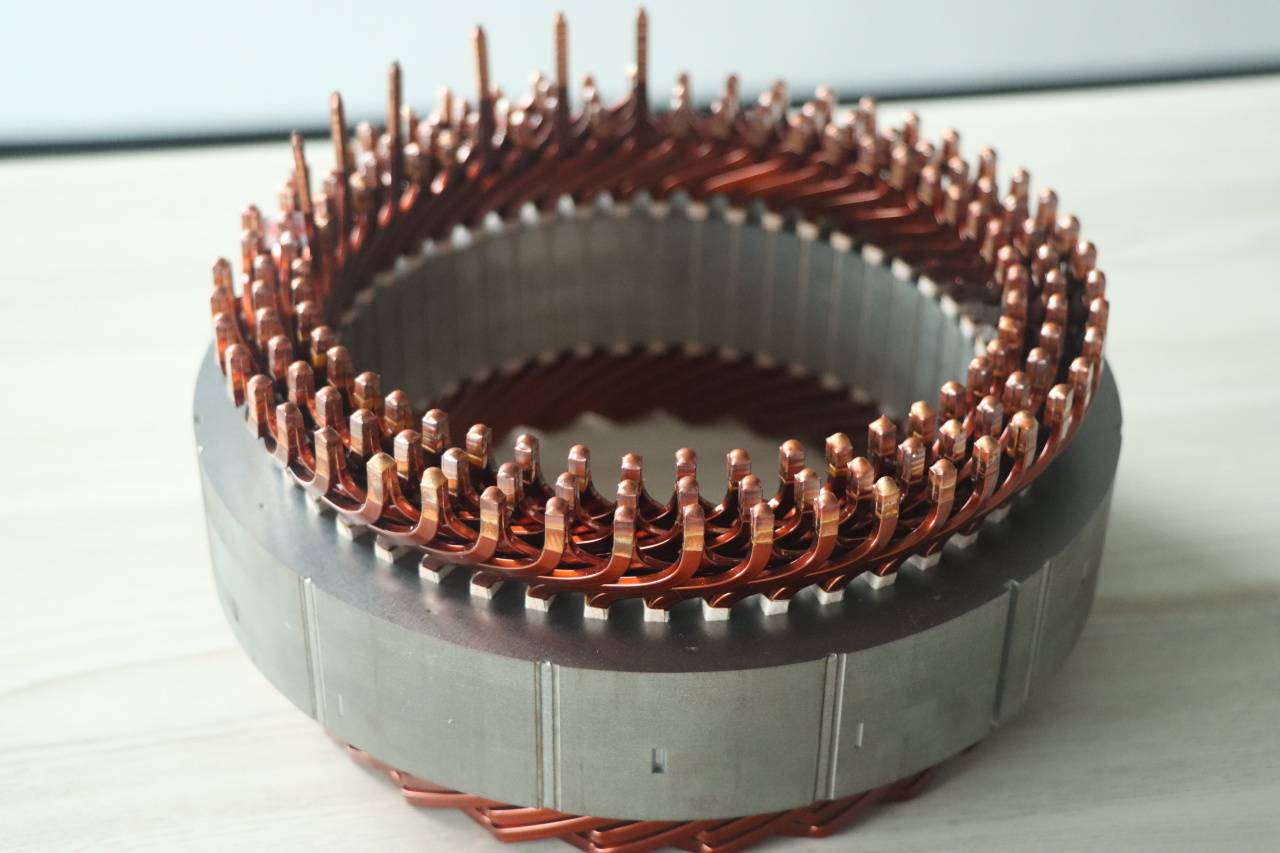
Hairpin motorReplace round copper wire with rectangular copper conductor - precision bent into a U-shape, inserted into the stator slot, and welded at the exposed end to form Winding circuitThe implementation effect is as follows:
Slot filling rate: up to 70% (vs circular line~35-45%)
Power density: Increased torque per unit weight by up to 20%
Thermal performance: better conductor to slot contact → lower thermal resistance → smaller motor under the same power output
Welding issues
The actual welding object is: two rectangular copper conductors, 3-4mm wide and 1-2mm thick, standing in the stator. Their exposed tips - typically 3-6mm bare copper - must be fused into one A joint with consistent geometric shape, complete penetration, and no impurities around the motor.
Four constraints:
Copper material - same physics as battery welding: reflectivity~95%, unstable small holes, risk of splashing
Enamel - Laser must melt exposed copper without burning back the enamel coating on adjacent conductors (usually only 0.5-1mm outside)
3D geometry - not a flat plate issue, it's a facade welding
Production capacity - thousands of motors per shift on the high-yield line - cycle time for each weld seam<0.5 seconds
Why laser - not an alternative solution
TIG welding: too slow, too much heat input, unable to automate at Hairpin density
Resistance welding: Inconsistencies in this geometric shape and electrode wear are a high maintenance burden for high yields
Laser welding: speed, heat control, automation
Beam Quality: Differences between Hairpin Welding and Battery Welding
Spatial accuracy is the main constraint
The focal spot must fall on a copper surface with a width of 3-4mm, uniformly melt two conductors, and cannot deviate from adjacent conductors. A single-mode beam with a 14 μ m core and M ² ≤ 1.1 is providedThe most compact and stable spot in the production of fiber lasers.
That's why multimode lasers are not used for hairpin welding, it's not a power issue. A 6kW multimode laser has sufficient power, but its BPP difference is 6-10 times, and the focal spot is correspondingly larger.At Hairpin density, beam drift to adjacent conductors can cause short circuits, insulation damage, or poor fusion.
FRM adds value in Hairpin welding
At higher power levels and tighter cycle times, single-mode lasers themselves may reintroduce splashing due to unstable small holes.
At this point, it makes sense to run the GW FRM high core/low loop configuration (such as 80% core/20% loop): The core beam maintains precise spot and hole depth; The low-power ring beam stabilizes the small hole opening without expanding the effective welding area.
Whether it's process selection, sample testing, or production line adaptation upgrades, GW Laser can provide professional and mature laser welding solutions.
If you need to learn more about the laser welding technology and process advantages of flat wire motors, please feel free to contact us for communication and consultation, and work together!
- Follow us

 0
0